
13908210329

下面就跟着小编一起了解镀锌风管施工工艺吧~
1、风管制作工艺
本工程空调通风:空调送回风管、新风管、送排风管、排烟风管、加压送风管采用镀锌钢板,厨房油烟排风管采用不锈钢板。 对于长边尺寸或直径L≤2000mm的风管采用共板(TDF)法兰连接,对于长边尺寸L>2000mm的风管及所有防排烟系统风管均采用角钢法兰连接。
2、施工设备

根据本工程风管加工量大的具体情况,设立一个风管加工自动流水作业线。本自动风管生产线(见下图)由上料架,调平压筋机,冲尖口和冲方口油压机,液压剪板机,位移式联合角咬口机,双机联动式自成法兰机,TDF(TDC)液压折边机和全自动电脑控制系统组成。
3、风管制作工艺流程
按施工进度制定风管及零部件加工制作计划,根据设计图纸与现场测量情况结合风管生产线的技术参数绘制通风系统分解图,编制风管规格明细表和风管用料清单交生产车间实施。
角钢法兰系统制作工艺
(1)下料、压筋
在加工车间按制作好的风管用料清单选定镀锌钢板厚度,将镀锌钢板从上料架装入调平压筋机中,开机剪去钢板端部。上料时要检查钢板是否倾斜,试剪一张钢板,测量剪切的钢板切口线是否与边线垂直,对角线是否一致。
按照用料清单的下料长度和数量输入电脑,开动机器,由电脑自动剪切和压筋。板材剪切必须进行用料的复核,以免有误。
特殊形状的板材用ACL3100等离子切割机,零星材料使用现场电剪刀进行剪切,使用固定式震动剪时两手要扶稳钢板,手离刀口不得小于5cm,用力均匀适当。
(2)倒角、咬口
板材下料后用冲角机进行倒角工作。
以上镀锌风管产品就介绍到这里,欢迎大家来电咨询更多的产品信息,我公司竭诚为您服务。
 您暂无未读询盘信息!
您暂无未读询盘信息!
 网站地图
网站地图 在线留言
在线留言 RSS
RSS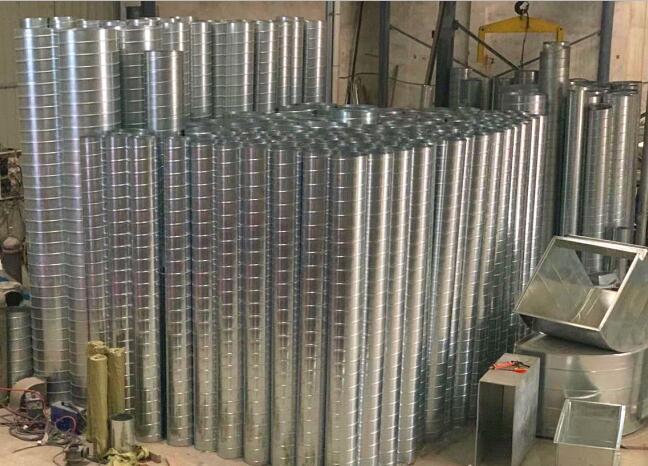







 当前位置:
当前位置:

 热门推荐
热门推荐


 公司地址:
公司地址: 手机:
手机: 座机:
座机: 电子邮箱:
电子邮箱:

